Finding the Perfect Settings
Our rigorous mould qualification process identifies the ideal settings to produce a product that meets your exact requirements. Having developed this process over decades, its thoroughness and accuracy are simply unmatched.
The top league of tool making and validation
Interview with Bert Visser, Mould Application Analyst at IGS GeboJagema
The top league of tool making and validation
Interview with Bert Visser, Mould Application Analyst at IGS GeboJagema
A Scientific Moulding Approach
From mould and nozzle temperature to filling speed and decompression. There are over 200 factors during the moulding process that influence the quality of your product. After the dry cycle test, we optimize the process using an advanced version of Pro-Op that we have developed in-house. We identify the ideal settings to get the product weight right: the central process.
Based on this central process, we perform a Design of Experiments (DOE). We identify the parameters that have the largest impact on product quality and study the effects of different levels of these critical factors. The result is a process window that defines which settings ensure the quality of the product.
With the process window defined, we check the measurements of the product against Cpk and CtF values and create the First Article Inspection (FAI) report. Based on the data collected so far, we define the final process settings. A Cpk study qualifies the products produced over an eight-hour run and proves the stability of the final process.
Finding the ideal setting
Using an advanced version of pro-op
Design of Experiments
A proces window is defined by studying various levels of the key parameters
Checking the measurements of the product against Cpk and CtF values

Operational Qualification
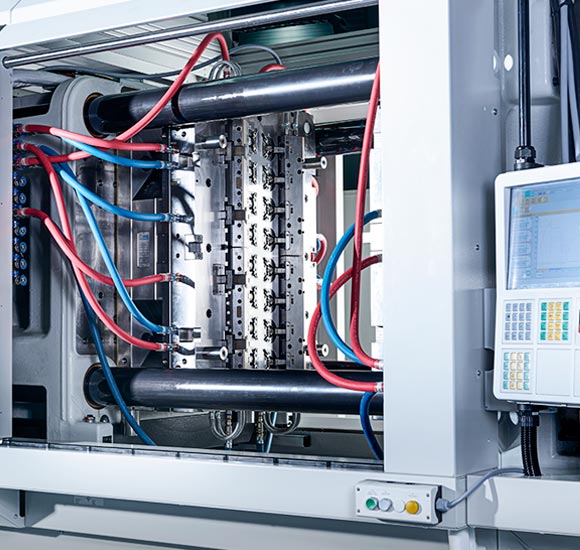
We have ten moulding machines in our workshop to perform the Operational Qualification. However, our new Customer Service Centre features a number of validation cells that allow you to install your machine at our premises and perform the OQ on site.
Based on the First Off Inspection Report (FOIR), which is generated by us, our customer or a metrology lab, we optimize the steel dimensions in the mould. We verify the effect of these corrections with an additional verification run. After updating the FOIR, the mould is ready for shipment and to complete the validation with the Performance Qualification (PQ) at your facility.
We always invite our clients to attend the First Out Of Tool (FOT), the OQ or the verification run, so it can simultaneously function as the official Factory Acceptance Test (FAT) to release the mould for delivery.
Install your own machine in one of our validation cells to perform the OQ
Get in touch with our experts
We are more then happy to answer any questions and discuss how we can help you.
Additional Services
During this phase of the project, we can also deliver additional services such as the design and manufacturing of metrology fixtures, a gauge R&R study and the development of End of Arm Tooling (EoAT).
Performance Qualification
The qualification process is completed with the Performance Qualification (PQ) at your own location. After our meticulous qualification process, this comes down to an extensive yet simple check of the selected final process settings. This saves the time and money involved with shipping the mould back and forth to your factory and our workshop.
Remote validation
From the very first runs of the tool to the factory acceptance test. You are welcome in our workshop in the Netherlands for any stage of the validation process. To make this easier and more convenient than ever, IGS introduced ‘remote validation’. Remote validation allows you to attend qualification meetings through a high-quality video stream. So whenever an in-person validation isn’t possible, or you simply want to save on travel time, join us online from wherever you are in the world.
Curious about the possiblities?
Get in contact with Jan Willem den Hollander
I’d love to hear more about your plans to see how IGS can assist. Even if your project is in the earliest stages, we are more than happy to share our expertise, so don’t hesitate to reach out.
